-

台州市黄岩迈骏塑料模具有限公司
主营:PC模具,PET模具,家居清洁用品模具,周转箱模具厂,注塑加工,防滑垫模具,收纳箱模具,工具箱模具
台州市黄岩迈骏塑料模具有限公司
主营:PC模具,PET模具,家居清洁用品模具,周转箱模具厂,注塑加工,防滑垫模具,收纳箱模具,工具箱模具 9
9
要求资料越详细,报价越精准,如专利产品请注明或到我公司面谈。欢迎新老客户来图来样洽谈合作。
我国加入 WTO 后,各行业大批境外企业的涌入,使作为支持工业的模具行业迎来新一轮的发展机遇,我国塑料模具在未来几年里发展空间巨大。外资对模具行业投入量增大,工业发达国家将模具向我国转移的趋势进一步明朗化。由于模具行业是一个技术、资金、劳动力都相对密集的产业,我国的平均劳动力成本仅是美国的 1/40 到 1/30 ,随着我国经济的快速发展,我国技术人才的水平也逐步提高,而工业发达国家模具发展逐渐萎缩的趋势,发达国家将制造业纷纷转移到我国,使我国模具工业面临**的发展机遇。
地方模具行业的背景优势为模具专业的设置提供了重要保证。 随着我国制造业的发展,模具工业将会有更大的发展.
迈骏塑料模具有限公司坐落在素有“中国模具之乡”的台州市黄岩区,并拥有良好的模具开发制造历史,是上佳的模具生产基地。汽车及零部件、通用航空、模具与塑料、医药医化、智能马桶、缝制设备、泵与电机是我市确定重点培育扶持的七大千亿产业,目标是争取每个产业涌现出2—3家在全国乃至**有影响力的**企业。
我司本着“质量是企业的灵魂 客户的满意是我们永恒的追求”的理念,以平价、高质和准时交货的3大原则,深得客户的**和信赖。
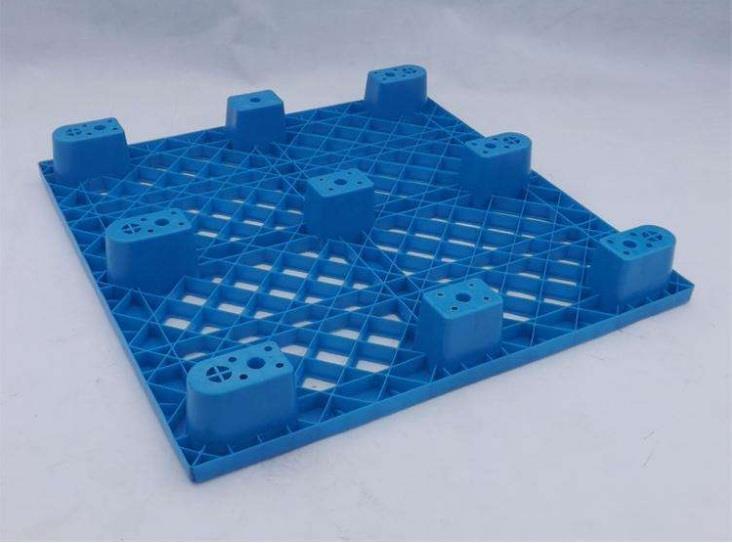
⒈怎样克服塑料托盘模具制作在加工中注射不足
产品注料不足往往由于物料在未充满型腔之前即已固化,当然还有其它多种的原因。
⑴设备原因: ① 料斗中断料; ② 料斗缩颈部分或全部堵塞; ③ 加料量不够; ④ 加料控制系统操作不正常; ⑤ 注压机塑化容量太小; ⑥ 设备造成的注射周期反常 。
⑵注塑条件原因: ① 注射压力太低; ② 在注射周期中注射压力损失太大; ③ 注射时间太短; ④ 注射全压时间太短; ⑤ 注射速率太慢; ⑥ 模腔内料流中断; ⑦ 充模速率不等; ⑧ 操作条件造成的注射周期反常。
⑶温度原因: ① 提高料筒温度; ② 提高喷嘴温度; ③ 检查毫伏计、热电偶、电阻电热圈(或远红外加热装置)和加热系统; ④ 提高模温; ⑤ 检查模温控制装置。
⑷塑料托盘模具制作原因 ① 流道太小; ② 浇口太小; ③ 喷嘴孔太小; ④ 浇口位置不合理; ⑤ 浇口数不足; ⑥ 冷料穴太小; ⑦ 排气不足; ⑧ 塑料托盘模具制作造成的注射周期反常;
⑸物料原因:物料流动性太差。
⒉怎样克服塑料托盘模具制作产品飞边溢料: 产品溢边往往由于模子的缺陷造成,其它原因有:注射力大于锁模力、物料温度太高、排气不足、加料过量、模子上沾有异物等。
⑴塑料托盘模具制作问题: ① 型腔和型芯未闭紧; ② 型腔和型芯偏移; ③ 模板不平行; ④ 模板变形; ⑤ 模子平面落入异物; ⑥ 排气不足; ⑦ 排气孔太大; ⑧ 塑料托盘模具制作造成的注射周期反常.
迈骏模具有限公司一直尊崇“科技是**生产力”之格言,以技术求发展,以品质、创造您的价值为核心思想,与您真诚合作。
台州市黄岩迈骏模具厂 专业托盘模具制造厂家 地址 :台州市黄岩区北城经济开发区惠民路8-1号 欢迎莅临参观指导!