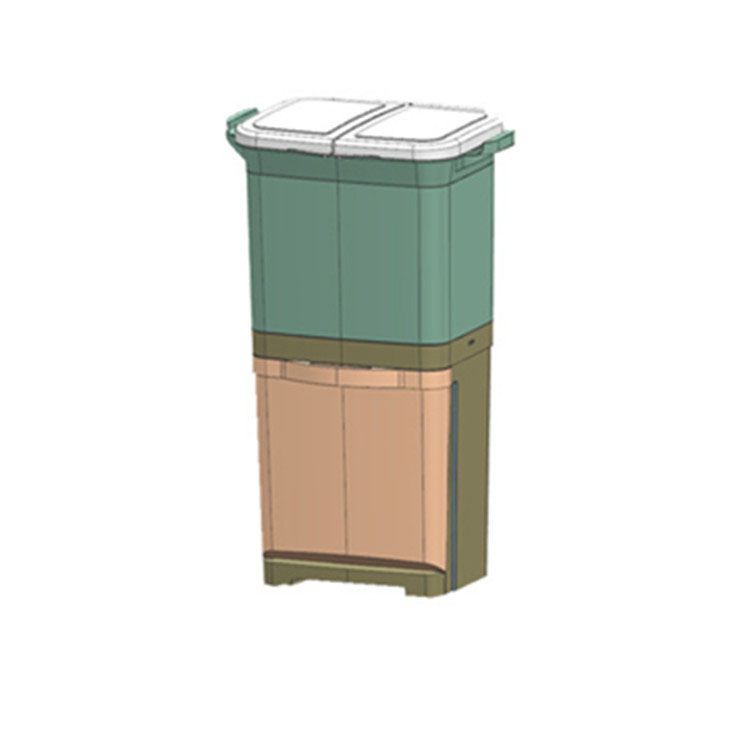
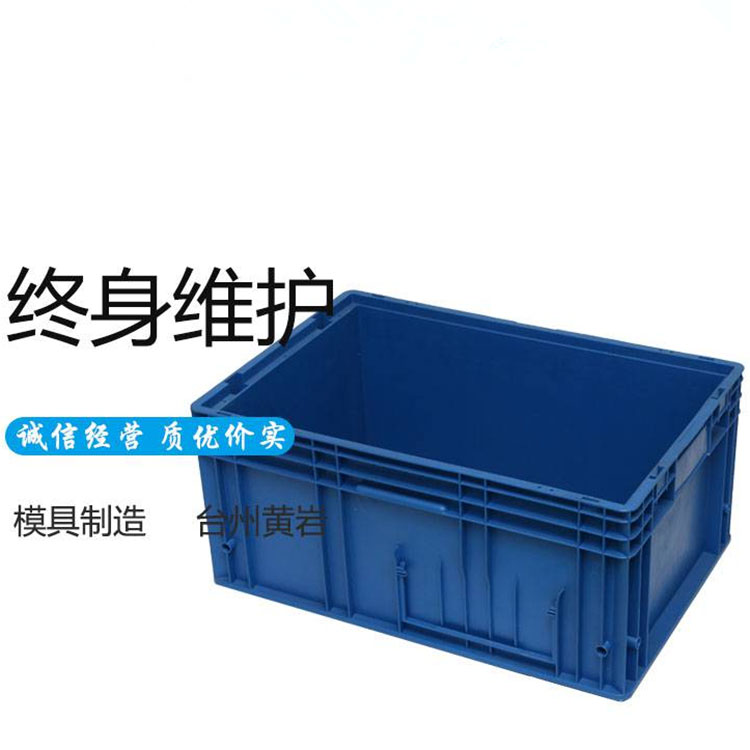
工艺类型注射成型模
注塑加工支持
产地浙江台州
厂家迈骏模具
加工定制按合同或面议
迈骏塑料模具有限公司(工厂)有着20年的生产经验,一直秉承“质量是企业的灵魂,客户的满意是我们永恒的追求”的服务理念,深受广大新老客户的青睐!工欲善其事,必先利其器。模具工艺的组织尤为重要,合理的工艺组织能加快出产周期,缩短加工时刻,有用节省本钱。并且更重要的是合理的加工可以确保模具在出产进程的安稳和延伸寿数。
职责分工
1、模具设计人员在设计较复杂的模具时,应充分地与制造人员,产品开发人员研讨有关零件精度、模具结构、加工制造可靠性等问题。汇总后绘制模具总装图与零件图、编制工艺程序及施工要求(加工中的每一步骤必须列出,设计加工所需要的夹具;
2、技术部模具制造设计人员根据图作施工备料,生管部采购人员应协助按时完成落实如有困难,应向部门主管汇报,由部门主管协调解决,部内不能解决应向总经理汇报。模具校验合格后,由模具技术人员填写模具台帐,然后交付使用。
3、模具制造完成后,外协加工的模具应将技术文件、模具图交技术部整理归档。本公司(工厂)承接加工模具应将技术文件(加工图纸及工艺卡)交回技术部整理归档,保存待以后制造备模时用。
4、模具修理范围分档如下:
(a)、小修:一般为磨刀口,调换小型零件,修整定位等较简单的工序;
(b)、中修:一般为调换较复杂的成型零件及其它较大的零件工序;
(c)、大修:一般为调换凹凸模具及复杂的成型零件影响产品尺寸精度较大的工序。
小修、中修由模具维修人员负责修复,大修由模具维修人员模具技术员及产品设计人员确定解决方案,负责修复。
模具的管理
1、在日常生产中,冲压车间及相关部门应按生管部安排的生产进度计划,提取使用模具,用毕时必须携带本次模压的后一个产品交由品管部冲压专职检验员对末件进行检验,将模具好坏情况作台帐记录;
2、品管部冲压专职检验员认为不宜继续生产的模具应在模具记录台帐上原因,并及时填写报修单,交技术部安排模具修理;需要大修模具应报技术部审定备案,不能修理的模具经模具技术人员及技术部主管审核后,由公司(工厂)主管批准报废;
3、模具使用过程中遇到非正常的损坏,应由使用部门填写“模具事故报告”向生管部技术部、品管部等有关部门认真分析原因,提出处理意见。

一、CNC铣削加工
可以说塑胶模具制造行业的迅猛发展主要得益于CNC铣削技术的革新。从传统的普通铣床到三轴加工中心,再发展到如今的五轴高速铣削,使得再怎么复杂的三维型面零件的加工几乎都可成为现实,材料的硬度也不再是局限问题。塑胶模具的主要型腔、型面都由CNC铣削加工来完成。
高速铣加工采用小径铣刀(典型是整体硬质合金球头铣刀,端铣刀和波纹铣刀),高转速(主轴转速可达40,000 rpm)、小周期进给量,使得生产效率大幅度提高,精度能稳定达到5m;同时由于铣削力低,工件热变形减少,铣削深度较小,而进给较快(直线电机, 高达80m/min的快移速度,高达2g的加速度),表面光洁度可达 Ra0.15 m。高速铣可加工60HRC的淬硬模具钢件,因此高速铣加工允许在热处理以后再进行切削加工,使模具制造工艺大大简化。
国外的CNC铣削设备制造商有瑞士GF加工方案、德国DMG、德国哈默、日本、德国罗德斯、德国OPS、德国巨浪、德国因代克斯、日本山崎马扎克、日本大偎、美国哈斯等等。
二、慢走丝线割加工
慢走丝线割加工主要用于各种冲模、塑料模、粉末冶金模等二维及三维直纹面零件的加工。其中加工冲压模所占的比例要数大,冲压模的凸模、凸模固定板、凹模及卸料板等众多精密型孔的加工,慢走丝线割加工是不可缺少的关键技术。在注塑模具制造中,常见应用有镶件孔、顶针孔、斜**孔、型腔清角及滑块等加工,一般来说加工精度要求没有冲压模具那么高。
慢走丝加工是一种高精密的加工方法,的机床可达到小于3m的加工精度,表面粗糙度可达Ra0.05m。目前已可实现0.02~0.03 ㎜的电极丝的自动穿丝切割,实用的切割效率可达200㎜2/min左右。
国外的慢走丝设备制造商有瑞士GF加工方案、日本三菱、日本西部、日本沙迪克、日本、日本法兰克等等。
模具管理软件让各管理人员的时间充分得到应用,不用下车间就可对所有项目各阶段的完成状况一目了然,保证交期达标率。
模具设计和制造上,有些主要模具零件采用“配做法”、“同膛法”等,虽使得模具零件的互换性降低,却保证了加工精度,减小了加工难度。当下随着加工技术手段的提高。
模具的抛光是模具的制作的终一个环节。抛光直接反映到塑件上,所以这是个体面的作业。抛光还能对模具动作起到帮助和弥补的效果,特别对脱模十分有意义。往往一些模具出产不顺畅就是因为打光不到位,阻力过大,脱模困难,乃至**白,**裂等。在国内,我们在北京、廊坊、保定、霸州、江浙沪、山东、安徽、义乌等地,都设有我们的办事处及模具维修点。







