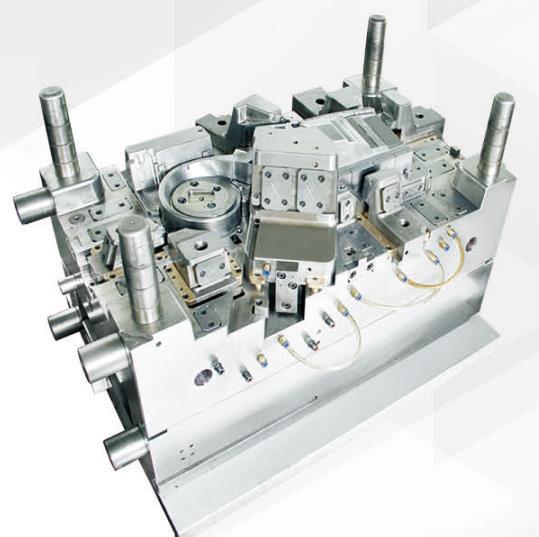
工艺注射成型模
注塑加工支持
厂家迈骏模具
产地浙江台州
加工定制面议或按合同
我公司(工厂)技术力量雄厚,拥有的CAD/CAM/CAE设计数控电脑加工中心,数控精雕,数控车床,双头电火花,慢走丝线切割等模具精加工设备,主要制造汽车件模具,日用品模具,周转箱模具,水果筐模具,收纳箱模具,浴室防滑垫模具,宠物用品模具等,对模具设计与制造具有20年的经验,公司(工厂)人才皑皑,技术实力雄厚,欢迎新老客户前来洽谈合作!
1)在塑料模具设计中,定位环跟面板单边避空0.1,唧嘴挂台与面板单边避空0.5,唧嘴在模仁里面预留20封胶外,其它在模仁里面单边避空0.5,另外唧嘴与模胚单边避空0.5。
2)在塑料模具设计中,支撑柱,**出块,弹簧孔的避空标准,支撑柱直径在50以下的单边避空2,支撑柱直径在50以上的单边避空3,顶针孔在B板,顶针面板单边避空0.5,顶针杯头在顶针面板上面单边避空0.5,**棍介子在顶针底板上面单边避空0.5,弹簧孔在B板单边避空0.5。
3)在塑料模具设计中,斜导柱与斜导柱孔单边避空0.5,如果斜导柱很长,伸进B板里面,B板对斜导柱也要做避空,单边避空2,行位座与B板是滑配关系,滑块座与模胚单边避空0.5,限位螺丝杯头左右两边避空1,螺丝**部与行位座避空2。
塑胶模具的发展趋势:
1)注塑模具大型化发展趋势明显;
2)注塑模具的精度要求会越来越高;
3)多功能复合模具将进一步得到发展;
4)热流道在塑料模具的应用将会得到提升;
5)随着塑料成形工艺的不断发展,气辅模具及高压成型等工艺的模具将逐步发展;
6)模具标准件的应用将普及;
7)快速经济模具的发展前景十分广阔;
8)寿命和复杂程度也将提出越来越高的要求;
9)注塑模具的比例将不断;
10)注塑模具加工技术的不断提高,精密模具的比例将不断.

1)塑胶产品壁厚的设计
制品厚度越厚,需要的冷却时间就会越长。就一般情况而言,冷却时间约与塑料制品厚度的平方成正比,即塑胶产品厚度加1倍,冷却时间需增加4倍;
2)塑胶模具的材料选择
精密注塑模具的材料选择,包括精密注塑模具的型芯、型腔材料以及模架材料对冷却速度的影响也非常的大。精密注塑模具材料热传导的属性越高,单位时间传递出去的热量越多,冷却时间也就越短;
3精密注塑模具冷却水路的设计
冷却水管的排布越靠近模腔,管径越大,数目越多,冷却效果越佳,所需的冷却时间越短;
4)使用的塑胶材料的品种
塑胶材料热传导系数越高,代表热传导效果越佳,料温越高,模温越高,**出温度越低,所需的冷却时间越长。

注塑模具保养的好坏不仅仅只是会左右模具寿命,对生产计划也有重大的影响,甚至会影响终的制造成本。
日常负责模具保养工作的保养者必须慎重、细心地作业,切实保证模具的佳状态,已期做到在生产时有效、经济,尽可能的降造成本。
本公司(工厂)生产各种模具试件及塑料制品,具备了年生产各种大中小型模具1000余套,汽车内饰模具,日用品模具,工具箱模具,周转箱模具,收纳箱模具,塑料椅子模具,水果筐模具,浴室防滑垫,宠物用品模具,等模具等大类为主。欢迎新老客户莅临我模具工厂车间参观!