工艺类型注射成型模
注塑加工支持
产地浙江台州
厂家迈骏模具
加工定制面议或按合同
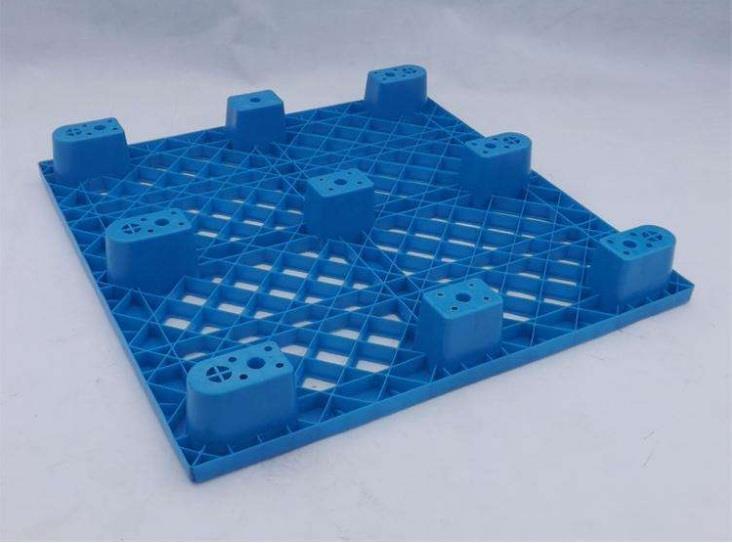
台州市黄岩迈骏塑料模具有限公司(工厂)坐落在素有“中国模具之乡”的台州市黄岩区,并拥有良好的模具开发制造历史,是的模具生产基地。主要加工设备:高速铣、精雕、磨床、线切割、车床、钻床、火花机、注塑机等。高速铣加工采用小径铣刀(典型是整体硬质合金球头铣刀,端铣刀和波纹铣刀),高转速(主轴转速可达40,000 rpm)、小周期进给量,使得生产效率大幅度提高,精度能稳定达到5m;同时由于铣削力低,工件热变形减少,铣削深度较小,而进给较快(直线电机, 高达80m/min的快移速度,高达2g的加速度),表面光洁度可达 Ra0.15 m。高速铣可加工60HRC的淬硬模具钢件,因此高速铣加工允许在热处理以后再进行切削加工,使模具制造工艺大大简化。
选择精密模具厂家不容忽视的点:
精度高
模具不仅要有很高的加工精度,同时也要有很好的加工质量。一般地,公差范围应控制在微米级。只有高精度的模具才能保证产品达到一定的精度,保证产品的合格率,才有可能模具的使用。使用寿命长,模具属于比较昂贵的工艺装备,其加工费用约占成本的10%~30%,所以要求模具的寿命长更有意义。
制造*
这主要是为了满足生产的要求和产品的市场竞争能力。成本低,模具的成本与模具结构的复杂程度、模具材料、制造精度要求及加工方法等有关。所以要合理设计和制定加工工艺,选用恰当的加工设备,保证低的加工成本。
模具形状复杂
模具的工作部分一般都是二维或者三维复杂曲面,而不是简单的平面。比如汽车覆盖件模具,其内腔大部分都是由曲面组成。所用的材料硬度高,一般模具都是由淬火工具钢或硬质合金制成,运用传统的加工方法加工较为困难。目前在模具加工制造过程中,主要以普通机加工和电火花加工为主。要缩短制造周期并降低成本,必须广泛采用切削加工技术加工模具。而作为制造技术的高速切削技术的出现,正是满足了模具加工这些要求和特点。
工艺特点表现在以下几点
1.在制造工序安排上,工序相对集中,以保证模具加工质量和进度,简化管理和减少工序周转时间。
2.之前模具设计和制造上,有些主要模具零件采用“配做法”、“同膛法”等,虽使得模具零件的互换性降低,却保证了加工精度,减小了加工难度。当下随着加工技术手段的提高
3.模具加工上尽量采用通用机床、通用、量具和仪器,尽可能地减少二类工具的数量。
我们还在不停的更新加工技术,也不断的创新这就需要强有力的模具加工技术做后盾了,所以模具加工技术的提升刻不容缓。
CNC铣削加工
可以说塑胶模具制造行业的迅猛发展主要得益于CNC铣削技术的革新。从传统的普通铣床到三轴加工中心,再发展到如今的五轴高速铣削,使得再怎么复杂的三维型面零件的加工几乎都可成为现实,材料的硬度也不再是局限问题。塑胶模具的主要型腔、型面都由CNC铣削加工来完成。
高速铣加工采用小径铣刀(典型是整体硬质合金球头铣刀,端铣刀和波纹铣刀),高转速(主轴转速可达40,000 rpm)、小周期进给量,使得生产效率大幅度提高,精度能稳定达到5m;同时由于铣削力低,工件热变形减少,铣削深度较小,而进给较快(直线电机, 高达80m/min的快移速度,高达2g的加速度),表面光洁度可达 Ra0.15 m。高速铣可加工60HRC的淬硬模具钢件,因此高速铣加工允许在热处理以后再进行切削加工,使模具制造工艺大大简化。
国外的CNC铣削设备制造商有瑞士GF加工方案、德国DMG、德国哈默、日本、德国罗德斯、德国OPS、德国巨浪、德国因代克斯、日本山崎马扎克、日本大偎、美国哈斯等等。
电火花加工
电火花加工适用于精密小型腔、窄缝、沟槽、拐角等复杂部件的加工。当难于够到复杂表面时,在需要深度切削的地方,在长径别高的地方,电火花加工工艺优于铣削加工。对于高技术零件的加工,铣削电极再放电可提高成功率,相比高昂贵的费用相比,放电加工更合适。另外,在规定了要作电火花精加工的地方,用电火花加工来提供火花纹表面。
在高速铣加工*发展的今天,电火花加工发展空间受到了一定的挤压。在此同时,高速铣也给电火花加工带来了更大的技术进步。如:采用高速铣来制造电极,由于狭小区域加工的实现和高质量的表面结果,让电极的设计数量大大降低。另外用高速铣来制造电极也可以使生产效率提高到一个新的层次,并能保证电极的高精度,这样使电火花加工的精度也提高了。如果型腔的大部分加工由高速铣来完成,则电火花加工只作为手段去清角修边,这样留量更均匀、更少。
精密放电机在加工面积小于20平方厘米的情况下,可实现Ra0.1m的镜面电火花加工,及实现均匀一致的亚光表面及各级纹面加工。对于微细零件,如连接器,可实现清角小于0.02mm

模具精加工的过程控制|的过程控制
模具非标零件的加工,一个总的思想是针对不同的材质,不同的形状,不同的技术要求进行适应性加工,它具有一定的可塑性,可通过对加工的控制,达到好的加工效果。的过程根据零件的外观形状不同,大致可把零件分三类:轴类、板类与异形零件,其共同的工艺过程大致为:粗加工热处理(淬火、调质)精磨电加工钳工(表面处理)组配加工。
随着现代模具制造水平的不断发展,对模具制造的要求也越来越高。许多模具制造企业加工的产品也正在向精密模具转移。在模具行业的十二五中,也明确将制造精密模具定为未来5年的发展目标之一。对于制造精密模具加工而言,电火花加工是非常可靠、有效的加工方法。虽然现在可以利用高速加工中心加工一些模具的精细部位,但是模具中一些深窄型腔、沟槽和拐角等形状复杂的地方,还是必须有电火花来完成。尤其是对于以电子行业为代表的精密模具制造企业,电火花加工将是他们生产中所必不可少的加工设备。

小平磨床主要用来加工小尺寸的模具零件,如精密镶件、精密模仁、滑块等。大水磨床常用于较大尺寸的模板加工。现在,平面磨床砂轮线速度和工作台运动高速化已成为普遍潮流,由于采用了直线导轨、直线电机、静压丝杠等的功能部件技术,运动速度有很大进步,另外还不断完善了砂轮修整技术。磨头的垂直进给量小可达到0.1m,磨削表面粗糙度Ra0.05m,加工精度可控制在1m以内,实现了**精磨削加工。
精密模具配件加工是指成型和制坯工具的加工,因为这项工作很精密,所以要很准确的做好这项工作,此外还包括剪切模和模切模具。精密模具配件加工的加工钢材料硬度高,要求精密模具配件加工设备具有热稳定性、高可靠性。
业务流程:报价 -- 磋商讨论 -- 签订销售合同 -- 付定金(50%定金)-- 核对产品款式 -- 模具设计 -- 模具加工 -- 模具制程 -- 试模 -- 模具修改 -- 余款结算(50%的余款) -- 交货。模具制造工艺流程:审图——备料——加工——模架加工——模芯加工——电极加工——零件加工——检验——装配——飞模——试模——生产。