工艺类型注射成型模
注塑加工支持
产地浙江台州
厂家迈骏模具
加工定制面议或按合同
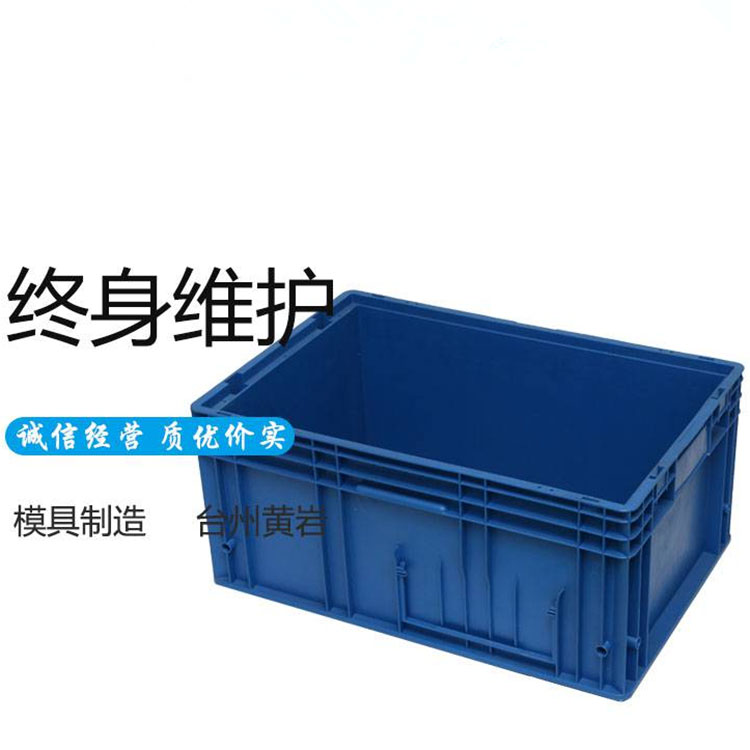
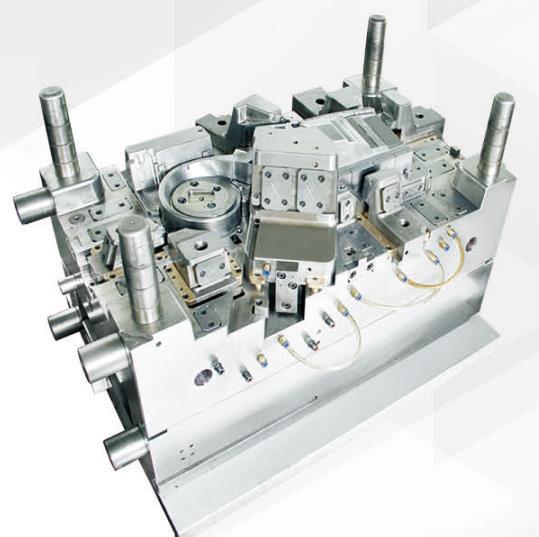
本公司(工厂)生产各种模具试件及塑料制品,具备了年生产各种大中小型模具1000余套,汽车内饰模具,日用品模具,工具箱模具,周转箱模具,收纳箱模具,塑料椅子模具,水果筐模具,浴室防滑垫模具,宠物用品模具,等。在注塑模具制造中,常见应用有镶件孔、顶针孔、斜**孔、型腔清角及滑块等加工,一般来说加工精度要求没有冲压模具那么高。慢走丝加工是一种高精密的加工方法,的机床可达到小于3m的加工精度,表面粗糙度可达Ra0.05m。目前已可实现0.02~0.03 ㎜的电极丝的自动穿丝切割,实用的切割效率可达200㎜2/min左右。
慢走丝线割加工
慢走丝线割加工主要用于各种冲模、塑料模、粉末冶金模等二维及三维直纹面零件的加工。其中加工冲压模所占的比例要数大,冲压模的凸模、凸模固定板、凹模及卸料板等众多精密型孔的加工,慢走丝线割加工是不可缺少的关键技术。在注塑模具制造中,常见应用有镶件孔、顶针孔、斜**孔、型腔清角及滑块等加工,一般来说加工精度要求没有冲压模具那么高。
慢走丝加工是一种高精密的加工方法,的机床可达到小于3m的加工精度,表面粗糙度可达Ra0.05m。目前已可实现0.02~0.03 ㎜的电极丝的自动穿丝切割,实用的切割效率可达200㎜2/min左右。
国外的慢走丝设备制造商有瑞士GF加工方案、日本三菱、日本西部、日本沙迪克、日本、日本法兰克等等。
电火花加工
电火花加工适用于精密小型腔、窄缝、沟槽、拐角等复杂部件的加工。当难于够到复杂表面时,在需要深度切削的地方,在长径别高的地方,电火花加工工艺优于铣削加工。对于高技术零件的加工,铣削电极再放电可提高成功率,相比高昂贵的费用相比,放电加工更合适。另外,在规定了要作电火花精加工的地方,用电火花加工来提供火花纹表面。
在高速铣加工*发展的今天,电火花加工发展空间受到了一定的挤压。在此同时,高速铣也给电火花加工带来了更大的技术进步。如:采用高速铣来制造电极,由于狭小区域加工的实现和高质量的表面结果,让电极的设计数量大大降低。另外用高速铣来制造电极也可以使生产效率提高到一个新的层次,并能保证电极的高精度,这样使电火花加工的精度也提高了。如果型腔的大部分加工由高速铣来完成,则电火花加工只作为手段去清角修边,这样留量更均匀、更少。
精密放电机在加工面积小于20平方厘米的情况下,可实现Ra0.1m的镜面电火花加工,及实现均匀一致的亚光表面及各级纹面加工。对于微细零件,如连接器,可实现清角小于0.02mm

模具精加工的过程控制|的过程控制
模具非标零件的加工,一个总的思想是针对不同的材质,不同的形状,不同的技术要求进行适应性加工,它具有一定的可塑性,可通过对加工的控制,达到好的加工效果。的过程根据零件的外观形状不同,大致可把零件分三类:轴类、板类与异形零件,其共同的工艺过程大致为:粗加工热处理(淬火、调质)精磨电加工钳工(表面处理)组配加工。
随着现代模具制造水平的不断发展,对模具制造的要求也越来越高。许多模具制造企业加工的产品也正在向精密模具转移。在模具行业的十二五中,也明确将制造精密模具定为未来5年的发展目标之一。对于制造精密模具加工而言,电火花加工是非常可靠、有效的加工方法。虽然现在可以利用高速加工中心加工一些模具的精细部位,但是模具中一些深窄型腔、沟槽和拐角等形状复杂的地方,还是必须有电火花来完成。尤其是对于以电子行业为代表的精密模具制造企业,电火花加工将是他们生产中所必不可少的加工设备。

选择精密模具厂家不容忽视的点:
精度高
模具不仅要有很高的加工精度,同时也要有很好的加工质量。一般地,公差范围应控制在微米级。只有高精度的模具才能保证产品达到一定的精度,保证产品的合格率,才有可能模具的使用。使用寿命长,模具属于比较昂贵的工艺装备,其加工费用约占成本的10%~30%,所以要求模具的寿命长更有意义。
制造*
这主要是为了满足生产的要求和产品的市场竞争能力。成本低,模具的成本与模具结构的复杂程度、模具材料、制造精度要求及加工方法等有关。所以要合理设计和制定加工工艺,选用恰当的加工设备,保证低的加工成本。
模具形状复杂
模具的工作部分一般都是二维或者三维复杂曲面,而不是简单的平面。比如汽车覆盖件模具,其内腔大部分都是由曲面组成。所用的材料硬度高,一般模具都是由淬火工具钢或硬质合金制成,运用传统的加工方法加工较为困难。目前在模具加工制造过程中,主要以普通机加工和电火花加工为主。要缩短制造周期并降低成本,必须广泛采用切削加工技术加工模具。而作为制造技术的高速切削技术的出现,正是满足了模具加工这些要求和特点。
工艺特点表现在以下几点
1.在制造工序安排上,工序相对集中,以保证模具加工质量和进度,简化管理和减少工序周转时间。
2.之前模具设计和制造上,有些主要模具零件采用“配做法”、“同膛法”等,虽使得模具零件的互换性降低,却保证了加工精度,减小了加工难度。当下随着加工技术手段的提高
3.模具加工上尽量采用通用机床、通用、量具和仪器,尽可能地减少二类工具的数量。
我们还在不停的更新加工技术,也不断的创新这就需要强有力的模具加工技术做后盾了,所以模具加工技术的提升刻不容缓。

小平磨床主要用来加工小尺寸的模具零件,如精密镶件、精密模仁、滑块等。大水磨床常用于较大尺寸的模板加工。现在,平面磨床砂轮线速度和工作台运动高速化已成为普遍潮流,由于采用了直线导轨、直线电机、静压丝杠等的功能部件技术,运动速度有很大进步,另外还不断完善了砂轮修整技术。磨头的垂直进给量小可达到0.1m,磨削表面粗糙度Ra0.05m,加工精度可控制在1m以内,实现了**精磨削加工。
为了适合精密模具加工车间多品种、小批量生产的需求,满足柔性加工能力、变换产品适应能力强的需求特点,引进自动化高精设备的加工中心。加工精度必须满足:定位精度达0.003mm;重复定位精度为0.002mm;回转分度精度5;回转分度重复定位精度2;对孔系加工的尺寸精度可稳定地在5~6级精度。
欲报价客户须知: 1.产品结构(产品图纸或实物)及尺寸 2.模具腔数(排模方式) 3.模具钢材的要求,钢材是否需要处理(模具寿命)应急生产预案解决客户急需,保证交货期。欢迎新老客户来图来样定制。