-

台州市黄岩迈骏塑料模具有限公司
主营:PC模具,PET模具,家居清洁用品模具,周转箱模具厂,注塑加工,防滑垫模具,收纳箱模具,工具箱模具

台州市黄岩迈骏塑料模具有限公司
主营:PC模具,PET模具,家居清洁用品模具,周转箱模具厂,注塑加工,防滑垫模具,收纳箱模具,工具箱模具 7
7

在国内,我们在北京、廊坊、保定、霸州、江浙沪、山东、安徽、义乌等地,都设有我们的办事处及模具维修点。
台州市黄岩迈骏塑料模具有限公司总部设在台州黄岩北城开发区,拥有完整、科学的质量管理体系。
要求资料越详细,报价越精准,如**产品请注明或到我公司面谈。欢迎新老客户来图来样洽谈合作。
迈骏塑料模具有限公司之工艺流程:
接单→审图→模具设计→准备材料→检验→型腔CNC粗加工→(淬火)→型腔CNC精加工→模具模架加工→机械加工(模具零件加工等)→检验→装配→检验 →试模→检验→ 喷砂、蚀纹/抛光→(氮化/电镀)→试模→检验→发货。
我们模具厂能根据客户的设计需求,结合自身的模具技术经验和资源,为客户量身打造模具。通过我们塑料模具厂的已有设备和便捷的外部资源,我们可以根据特定的塑料模具项目灵活安排生产。
运输包装方式: 在定制订单的同时我们将和您协商好货物的包装运送方式。
运输快速一般为:顺丰、申通、韵达、汇通等快递组成。
货运为中通、佳吉、华宇、德邦等物流组成。
以上快递物流均由客户拟定,买家若需其他快递公司请咨询客服。
迈骏模具---东临台州港15公里,南距黄岩机场22公里,北近高速出口3公里,火车站4.5公里.环境优美、经济发达,交通十分便捷。
业务流程:
报价 -- 磋商讨论 -- 签订销售合同 -- 付定金(50%定金)-- 核对产品款式 -- 模具设计 -- 模具加工 -- 模具制程 -- 试模 -- 模具修改 -- 余款结算(50%的余款) -- 交货。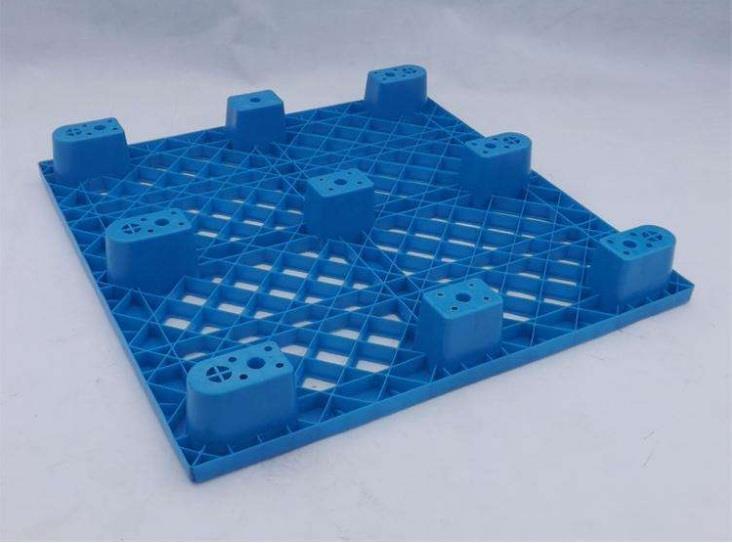
⒈怎样克服塑料托盘模具制作在加工中注射不足
产品注料不足往往由于物料在未充满型腔之前即已固化,当然还有其它多种的原因。
⑴设备原因: ① 料斗中断料; ② 料斗缩颈部分或全部堵塞; ③ 加料量不够; ④ 加料控制系统操作不正常; ⑤ 注压机塑化容量太小; ⑥ 设备造成的注射周期反常 。
⑵注塑条件原因: ① 注射压力太低; ② 在注射周期中注射压力损失太大; ③ 注射时间太短; ④ 注射全压时间太短; ⑤ 注射速率太慢; ⑥ 模腔内料流中断; ⑦ 充模速率不等; ⑧ 操作条件造成的注射周期反常。
⑶温度原因: ① 提高料筒温度; ② 提高喷嘴温度; ③ 检查毫伏计、热电偶、电阻电热圈(或远红外加热装置)和加热系统; ④ 提高模温; ⑤ 检查模温控制装置。
⑷塑料托盘模具制作原因 ① 流道太小; ② 浇口太小; ③ 喷嘴孔太小; ④ 浇口位置不合理; ⑤ 浇口数不足; ⑥ 冷料穴太小; ⑦ 排气不足; ⑧ 塑料托盘模具制作造成的注射周期反常;
⑸物料原因:物料流动性太差。
⒉怎样克服塑料托盘模具制作产品飞边溢料: 产品溢边往往由于模子的缺陷造成,其它原因有:注射力大于锁模力、物料温度太高、排气不足、加料过量、模子上沾有异物等。
⑴塑料托盘模具制作问题: ① 型腔和型芯未闭紧; ② 型腔和型芯偏移; ③ 模板不平行; ④ 模板变形; ⑤ 模子平面落入异物; ⑥ 排气不足; ⑦ 排气孔太大; ⑧ 塑料托盘模具制作造成的注射周期反常.
迈骏模具有限公司一直尊崇“科技是**生产力”之格言,以技术求发展,以品质、创造您的价值为核心思想,与您真诚合作。