工艺注射成型模
注塑加工支持
厂家迈骏模具
产地浙江台州
加工定制面议或按合同
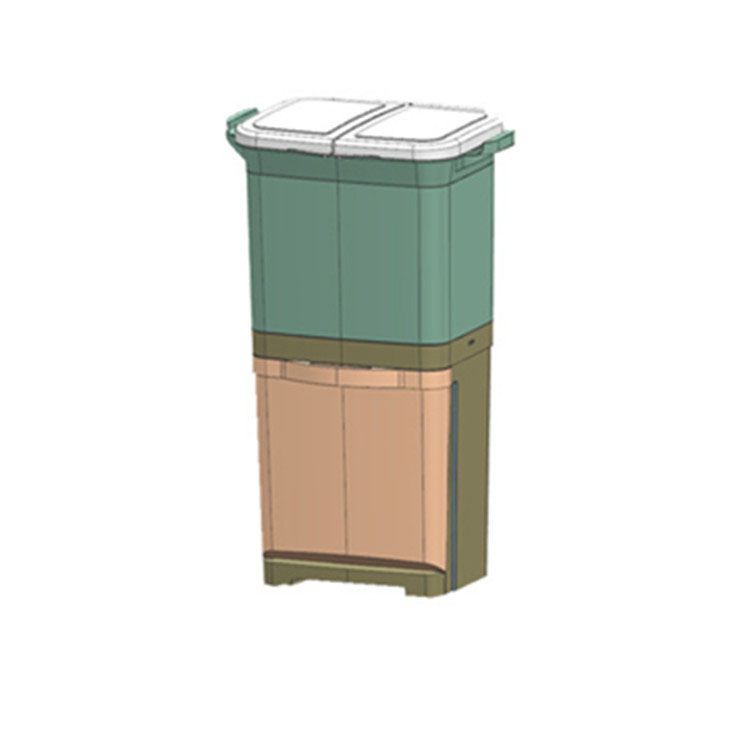
公司主要制造汽车塑件模具,家居日用品模具,周转箱模具,收纳箱模具,浴室防滑垫模具,宠物用品模具,薄壁模具,塑料椅子凳子模具等一系列成套塑件模具。尊崇“科学技术是生产力”之格言,以技术求发展,以品质、设计您的价值为核心思想,与您真诚合作。
塑胶模具的发展趋势:
1)注塑模具大型化发展趋势明显;
2)注塑模具的精度要求会越来越高;
3)多功能复合模具将进一步得到发展;
4)热流道在塑料模具的应用将会得到提升;
5)随着塑料成形工艺的不断发展,气辅模具及高压成型等工艺的模具将逐步发展;
6)模具标准件的应用将普及;
7)快速经济模具的发展前景十分广阔;
8)寿命和复杂程度也将提出越来越高的要求;
9)注塑模具的比例将不断;
10)注塑模具加工技术的不断提高,精密模具的比例将不断.

从H13模具钢的化学成分和组织特点可以看出,热加工工艺对H13模具钢的组织和性能有很大影响,为防止H13模具钢早期失效、使用寿命和提高经济效益,必须制定科学合理的热加工工艺。
※ 锻造工艺
H13模具钢合金元素含量高,导热性差,共晶温度比较低,*引起过烧。对于直径较大的坯料,应先在800~900℃区间预热,然后在始锻温度1065~1175℃加热,锻造时进行多次拔长镦粗,总锻比大于4。预先热处理市场上供应的H13模具钢钢材和模坯,在钢厂都已作好退火热处理,保证了具有良好的金相组织,适当的硬度,良好的加工性,*再进行退火,但制造厂进行改锻后破坏了原来的组织和性能,增加了锻造应力,必须进行重新退火。
※ 球化退火工艺
球化退火工艺的目的是均匀组织,降低硬度,改善切削加工性能,为淬火和回火做组织准备。球化退火工艺是在845~900℃保温(1h+1min)/mm,然后炉冷至720~740℃等温(2h+1min)/mm,后炉冷至500℃出炉空冷,球化退火组织为粒状珠光体,硬度小于229HBS。球化质量可按GB/T1299-2000标准级别图进行评定。

注塑塑胶模具电刷镀技术是选用一种型直流稳压电源机器设备,开关电源的正级接镀笔,做为电刷镀时的阳极氧化;开关电源的负级接产品工件,做为电刷镀时的负极,选用高纯度细石墨块做为阳极氧化原材料,石墨块外边裹上棉絮和耐磨损的涤纶套。工作中时,开关电源部件调节到适合的工作电压,并使浸满镀液得镀笔以一定的相对速度速率在被修复产品工件表层触碰的位置,镀液中的金属正离子在电场力的下外扩散到产品工件表层上,表面层得到电子器件转变成金属分子,进而这种金属分子堆积结晶体产生涂层,也就是在被修复塑料注塑模具凹模工作中表面得到所必须的匀称沉积层。

1)塑胶产品壁厚的设计
制品厚度越厚,需要的冷却时间就会越长。就一般情况而言,冷却时间约与塑料制品厚度的平方成正比,即塑胶产品厚度加1倍,冷却时间需增加4倍;
2)塑胶模具的材料选择
精密注塑模具的材料选择,包括精密注塑模具的型芯、型腔材料以及模架材料对冷却速度的影响也非常的大。精密注塑模具材料热传导的属性越高,单位时间传递出去的热量越多,冷却时间也就越短;
3精密注塑模具冷却水路的设计
冷却水管的排布越靠近模腔,管径越大,数目越多,冷却效果越佳,所需的冷却时间越短;
4)使用的塑胶材料的品种
塑胶材料热传导系数越高,代表热传导效果越佳,料温越高,模温越高,**出温度越低,所需的冷却时间越长。
台州市黄岩迈骏塑料模具有限公司,东临台州港15公里,南距黄岩机场22公里,北近高速出口3公里,火车站4.5公里.环境优美、经济发达,交通十分便捷。